Bucket Chain Conveyor
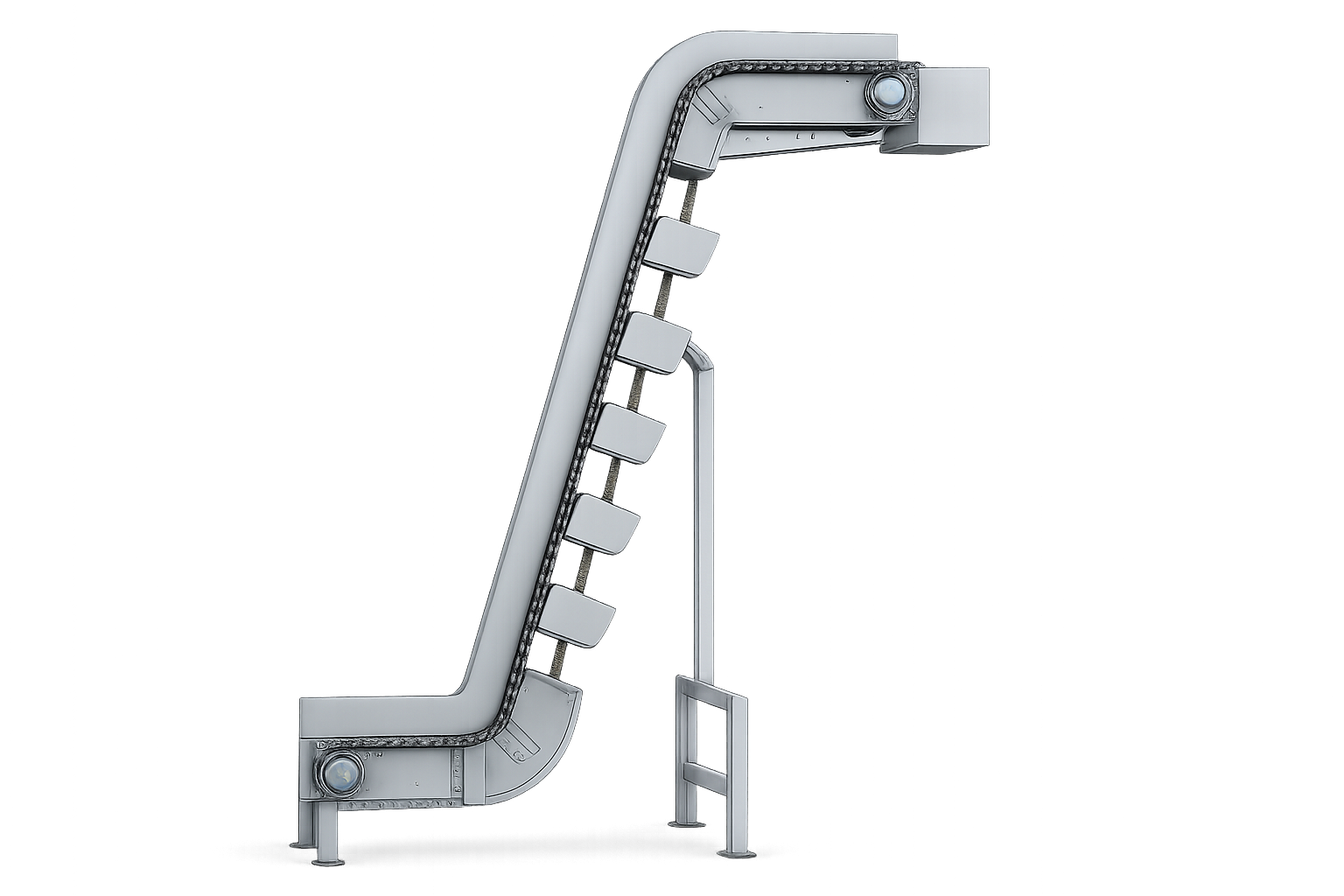
A Bucket Chain Conveyor is a robust and reliable material handling system designed for the vertical and inclined transport of bulk materials. It consists of a series of buckets attached to a continuous chain, allowing smooth lifting and controlled discharge of materials such as grains, powders, aggregates, or granules. This conveyor is ideal for applications that require gentle handling with minimal spillage.
Structure & Drive
The conveyor features a heavy-duty chain assembly with securely mounted buckets, driven by a motor and gearbox through sprockets located at the head and tail ends. The design can be configured for horizontal-vertical-horizontal (Z-type) or straight-line conveying depending on layout needs. Constructed with durable materials, it ensures reliable operation even under high load or temperature conditions.
Key Features
- Efficient vertical and inclined conveying for bulk materials
- Durable chain and bucket design for long service life
- Minimal spillage and dust generation
- Customizable bucket size, chain pitch, and speed
- Low maintenance and continuous operation
Typical Applications
Widely used in food processing, agriculture, cement, mining, chemical, and manufacturing industries for lifting granular or powdered materials safely and efficiently.
Tesseract Systems Expertise
At Tesseract Systems, we design and manufacture custom Bucket Chain Conveyors engineered for reliability and durability. Our conveyors are built with precision-driven chains, wear-resistant buckets, and robust frameworks to ensure smooth material flow and maximum uptime. With advanced design and superior craftsmanship, Tesseract Systems provides efficient vertical conveying solutions that enhance productivity and reduce material handling time.