
Feeding Conveyors
Feeding Conveyors are specialized conveyor systems designed to regulate and deliver materials smoothly and consistently into subsequent processing or packaging equipment. They act as the starting point of many production or assembly lines, ensuring a steady, controlled flow of materials without interruptions or overloading downstream machinery. Built for accuracy, reliability, and adaptability, Feeding Conveyors play a crucial role in maintaining efficiency and productivity across diverse industrial applications. These conveyors are widely used in **food processing, pharmaceuticals, packaging, agriculture, manufacturing, and recycling industries, where continuous and uniform material feeding is essential. Depending on the application, they can handle **granules, powders, bulk materials, or finished products, ensuring precise transfer rates that align with the production process. Feeding Conveyors can be integrated with hoppers, weighing systems, vibratory feeders, or automated machinery for synchronized operation. Types of Feeding Conveyors 1. Belt Feeding Conveyors – Provide smooth and consistent feeding for both light and heavy materials, ideal for general production use. 2. Screw or Auger Feeding Conveyors– Used for powders, granules, or semi-solid materials, ensuring precise and controlled feeding. 3. Vibratory Feeding Conveyors– Offer accurate feeding for delicate or small components without damage, common in food and electronics industries. 4. Chain Feeding Conveyors – Designed for heavy-duty materials or pallets, providing strong and stable feeding in industrial environments. 5. Z-Type Feeding Conveyors – Suitable for vertical or inclined feeding applications where elevation change is required. At **Tesseract Systems**, we specialize in **custom-engineered Feeding Conveyors** designed to match specific production requirements and material characteristics. Our conveyors are built using **high-quality materials, precision drives, and hygienic or heavy-duty designs**, depending on the application. We ensure smooth integration with existing equipment and automation systems to achieve consistent, efficient, and reliable feeding performance. By combining **engineering expertise, innovation, and attention to detail**, **Tesseract Systems** delivers Feeding Conveyors that enhance workflow, minimize manual handling, and optimize process continuity, ensuring seamless operation and improved productivity in every industrial setup. . ENQUIRY NOW →

Chain Conveyors
Chain Conveyors are heavy-duty material handling systems designed to transport large, bulky, or palletized loads with strength and reliability. Unlike belt or roller conveyors, these systems use a continuous chain loop—typically made of steel—that engages directly with the load or with specially designed fixtures. This makes them ideal for applications where durability, precision, and high load capacity are critical. Chain Conveyors are widely used in automotive, manufacturing, warehousing, foundries, and assembly lines, where they efficiently move items such as pallets, containers, machine parts, and heavy components. Their rugged construction allows them to perform in demanding environments involving **high temperatures, heavy loads, or oily and dirty conditions**. They can be configured for straight-line transport, accumulation, or integration with lifts and automated transfer systems. Types of Chain Conveyors 1. Single Strand Chain Conveyors – Used for light to medium loads where compact design and efficient movement are required. 2. Double or Triple Strand Chain Conveyors – Designed for handling pallets, drums, and heavy industrial loads that require balanced support. 3. Drag Chain Conveyors – Used to move bulk materials or powders inside enclosed housings, ideal for dust-free transport. 4.Overhead Chain Conveyors** – Suspend loads from a chain running overhead, maximizing floor space and enabling flexible movement through complex paths. 5. Slat Chain Conveyors – Use slats attached to chains for stable transport of unit loads, perfect for assembly lines or hot, sharp, or oily products. At Tesseract Systems, we specialize in designing and manufacturing **custom-engineered Chain Conveyors** built to meet the toughest industrial demands. Our systems are crafted from **high-strength steel, corrosion-resistant components, and precision-engineered drives** to ensure smooth operation, long life, and minimal maintenance. Each conveyor is tailored to the customer’s layout, load capacity, and process requirements for maximum performance. With expertise in **automation integration and advanced material handling solutions**, **Tesseract Systems** delivers Chain Conveyors that provide **durability, precision, and efficiency**, ensuring reliable movement of heavy materials and optimized workflow across industrial operations. ENQUIRY NOW →
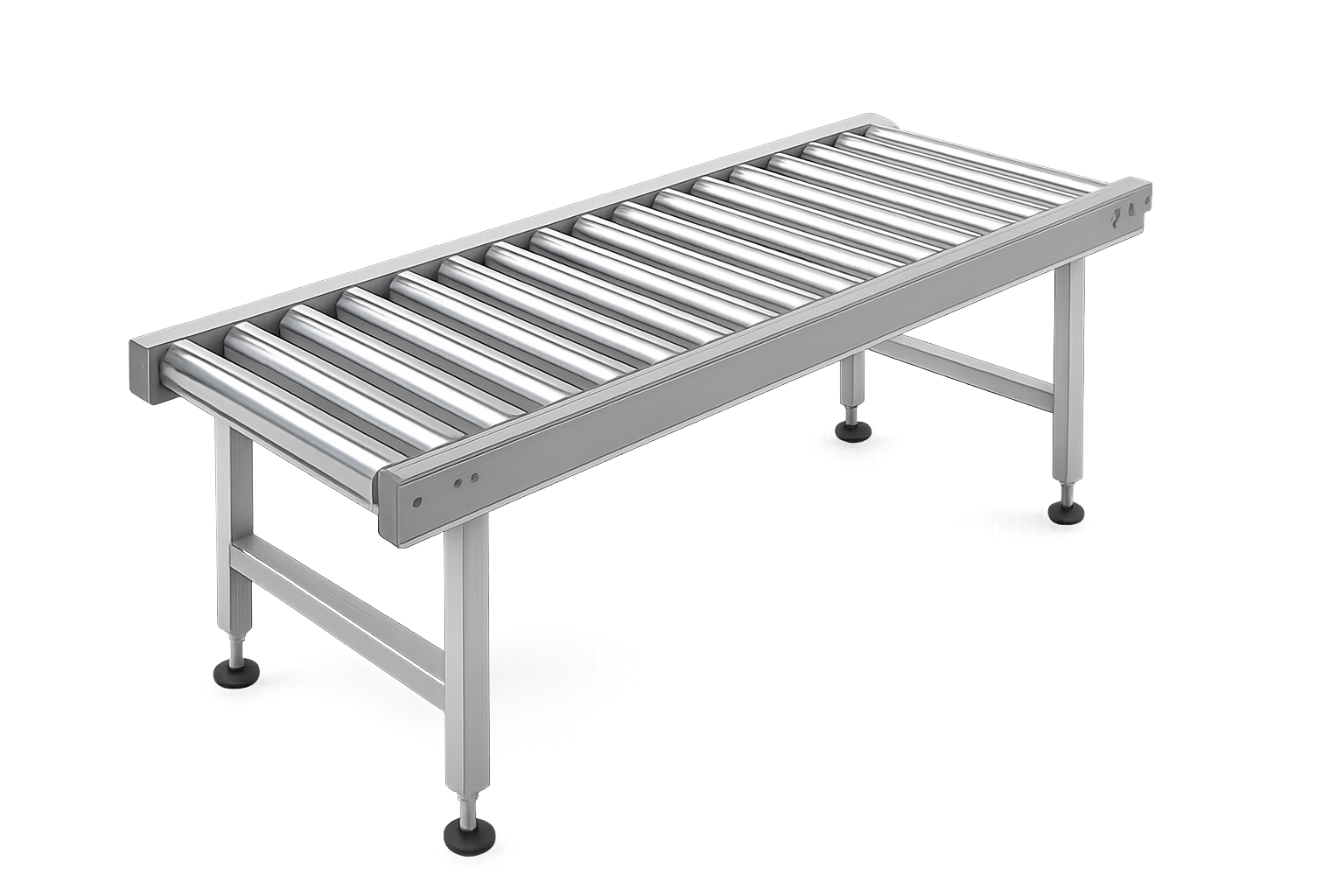
Roller Conveyors
Roller Conveyors are robust and efficient material handling systems designed to transport goods, packages, or components smoothly using a series of rollers mounted in a frame. They enable easy and reliable movement of items—either manually, by gravity, or through motorized power—depending on the application. With their simple yet durable design, Roller Conveyors are ideal for handling a wide range of products, from lightweight cartons to heavy pallets, across short or long distances. These conveyors are widely used in **warehousing, manufacturing, packaging, logistics, distribution centers, and assembly lines**, where they help streamline operations, reduce manual handling, and improve process efficiency. The roller-based structure allows for smooth transfer, accumulation, sorting, and assembly, making them suitable for both straight and curved conveyor paths. ### **Types of Roller Conveyors** 1. **Gravity Roller Conveyors** – Operate without power, using gravity or manual push to move goods; perfect for lightweight or free-rolling products. 2. **Powered Roller Conveyors** – Driven by motors or chains for continuous, controlled movement of heavy or high-volume materials. 3. **Chain-Driven Roller Conveyors** – Designed for heavy-duty applications, ensuring synchronized roller motion for large or palletized loads. 4. **Line Shaft Roller Conveyors** – Ideal for light to medium loads; use a rotating shaft to power multiple rollers efficiently. 5. **Accumulation Roller Conveyors** – Allow products to queue or buffer without contact or damage, commonly used in packaging and sorting lines. 6. **Curved Roller Conveyors** – Facilitate smooth directional changes within tight layouts, maintaining consistent product orientation. At **Tesseract Systems**, we specialize in **custom-engineered Roller Conveyors** tailored to the specific needs of each industry and operation. Our systems are built using **high-quality rollers, precision bearings, and durable frame constructions** that ensure long-lasting performance with minimal maintenance. We design conveyors that integrate seamlessly with automation systems, optimizing material flow and workspace efficiency. With a commitment to **engineering excellence, innovation, and reliability**, **Tesseract Systems** delivers Roller Conveyors that enhance workflow, boost productivity, and provide dependable material handling solutions for diverse industrial environments. ENQUIRY NOW →

Belt Conveyors
Belt Conveyors are among the most versatile and widely used material handling systems, designed to efficiently transport products or bulk materials in a smooth, continuous flow. They consist of a moving belt—made from durable materials such as rubber, PVC, or polyurethane—mounted over pulleys and driven by a motorized system. This simple yet effective mechanism enables the movement of items across varying distances, elevations, and layouts with precision and reliability. These conveyors are used across a broad range of industries, including **manufacturing, packaging, food processing, pharmaceuticals, logistics, and warehousing**, where they help streamline operations, reduce manual handling, and maintain consistent production flow. Belt Conveyors are known for their **versatility, low maintenance, and cost-effectiveness**, making them an essential component in modern material handling systems. Types of Belt Conveyors 1. Flat Belt Conveyors – Ideal for general material handling, assembly lines, inspection, and packaging processes. 2. Inclined Belt Conveyors – Designed to transport materials between different height levels while maintaining steady flow and control. 3. Z-Type Belt Conveyors – Used for vertical and inclined transfer of materials, saving floor space and improving workflow. 4. Curved Belt Conveyors– Enable smooth product flow around corners or within compact spaces without interrupting operations. 5. Modular Belt Conveyors– Built with interlocking belt segments for strength, flexibility, and easy maintenance—suitable for heavy or irregular products. 6. PU Belt Conveyors** – Made with food-grade polyurethane belts for hygienic and gentle handling in food, pharma, and cleanroom applications. At **Tesseract Systems**, we specialize in designing and manufacturing **custom-engineered Belt Conveyors** that meet the precise requirements of each application. Our conveyors are built using **robust materials, precision drive systems, and advanced engineering** to ensure durability, efficiency, and seamless integration with automated systems. By combining **innovation, quality craftsmanship, and industry expertise**, **Tesseract Systems** delivers a complete range of Belt Conveyors that enhance productivity, optimize space, and ensure reliable performance across diverse industrial environments. . ENQUIRY NOW →